
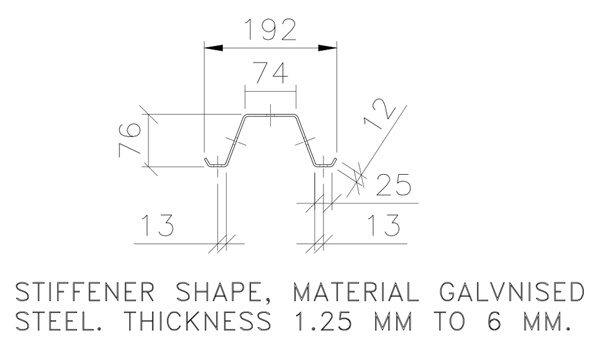
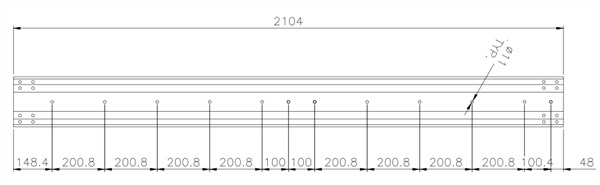
I. Чертёж профиля : (согласно подтверждению обеих сторон)
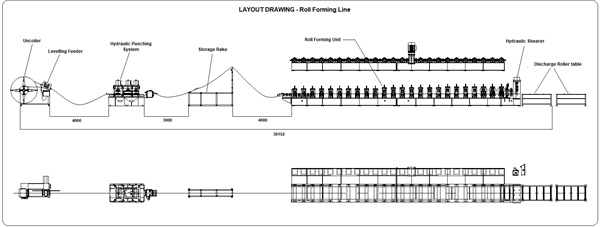
II. Технологический процесс:
Пассивный разматыватель (с выравнивающей подачой) ------> Направляющая Подача ------> Гидравлическая штамповка (сервопривод) ------> Стойки для хранения ------> Профилирование (включая направляющую подачу) ------> Гидравлический Ножницы (резка по длине) ------> Разгрузочный (приёмный) стол.
III. Компоненты Линии:
1. Разматыватель:
(1) Разматыватель : Пассивная размотка, гидравлическое натяжение
(2) Несущая способность разматывателя : 10 Т
(3) Внутренний диаметр опорного валка разматывателя: φ508мм
(4) Диапазон поддержки валков : φ450-530 мм
(Настроено в соответствии с требованиями заказчика)
(5) Мощность гидравлической системы разматывателя: 3 кВт
(6) Масляный насос гидравлической системы разматывателя: шестеренный насос или лопастной насос
(7) Структура механизма выравнивания : подача с двумя роликами, выравнивание с семью роликами
(8) Диаметр выравнивающего ролика : около φ100мм
(9) Материал выравнивающих роликов : высокое качество 40Cr
(10) Способ термической обработки выравнивающего валка: обработка поверхности высокочастотной закалкой
2. Гидравлический пробивной (серво) механизм:
(1) Спецификация сервопитателя : NC-300
(2) Мощность сервопитателя : 3,7 кВт
(3) Бренд сервопитателя : Super synchronous (Beijing)
(4) Гидравлический пробивной механизм с направляющей стойкой: 2 станции
(5) Форма штамповки : (GC901-2)х 2 комплекта (сменные формы для разных версий)

(6) Материал верхнего и нижнего шаблона форму штамповки: высококачественная углеродистая сталь № 45
(7) Материал верхней и нижней формы : Cr12Mov или SDK11
(8) Твердость термообработки верхней и нижней форм : HRC58-62
(9) Мощность гидравлической системы : 30 кВт
(10) Способ охлаждения гидравлической системы : воздушное охлаждение
(11) Масляный насос гидравлической станции : лопастной насос или плунжерный насос

3. Стеллаж для хранения: (Заменить яму для хранения):
(1) Сварка квадратной трубы : 40 x 40мм
(2) Материал ролика : 40cr

4. Профилегибочный станок:
1. Рама: высококачественная сталь закаляется после сварки.
2. Форма направляющей подающей рамы: Когда левая и правая направляющие установлены на порте подачи основной машины с боковыми роликами, пластины с сырьевым материалом направляются в основную машину после направления влево и вправо, чтобы пластины с сырьем и система формирования рулона поддерживали правильное положение. Положение направляющей можно отрегулировать с помощью ручного винтового механизма и независимо отрегулировать слева направо. Закалка направляющих роликов.
3. Профилегибочный станок : 110 чугунная арка + X180 коробка передач
4. Материал оси : 40Cr закалка и отпуск (HB220-260)
5. Диаметр оси : Φ120 (подшипник Harbin)
6. Мощность двигателя профилегибочного станка : 55 кВт
7. Скорость линии : 0-10 м\мин
8. Количество формирующих каналов : 14 (без выпрямления)
9. Толщина : (1,25 - 6) мм

10. Развернутая ширина рулонного материала : в зависимости от фактической ширины пластины испытательного станка
11. Допуск по длине : ±1,5мм
12.Форма профилирования : 1 комплект
13. Материал роликов : Cr12 закалка(HRC58-62)
5. Гидравлические ножницы (Механизм длины резки):
1. Способ резки : гидравлическая резка после формования
2. Режущий нож : 1 пара
3. Материал формы формовочной резки : Cr12M0V
4. Способ термической обработки режущего ножа: заказлка (HRC58-62)

6. Разгрузочный стол:
1. Спецификация ролика для разгрузки материала : 2000мм x 2 шт.
2. Конструкция роликов для разгрузки материала: сварка квадратных труб, барабанный тип (без мощности)

V. Состав структуры оборудования:
Основная машина оборудования состоит из пассивного охладителя, сервопробивного механизма, профилегибочного станка (включая механизм управляемой подачи и гидравлической резки), разгрузочной платформы, гидравлической системы, электронной системы управления и т. д.
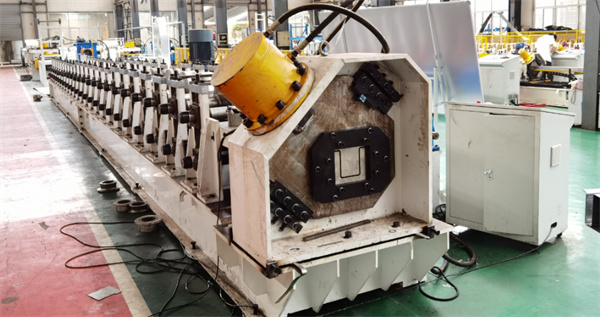
ФОТО МАШИНЫ:
| Сырье | Тип | Оцинкованный лист |
| Толщина | 1,25-6мм | |
| Представление | Скорость | Мскс. 10м/мин |
| Разматыватель | Тип | Гидравлический |
| Емкость | 10T | |
| Основная машина | Основная роликовая станция | 14 |
| Основной привод | Гидравлический двигатель или серводвигатель | |
| Тип трансмиссии | Цепь | |
| Резка | Тип ножницы | Гидравлический |
| Материал ножницы | Cr12 |



