
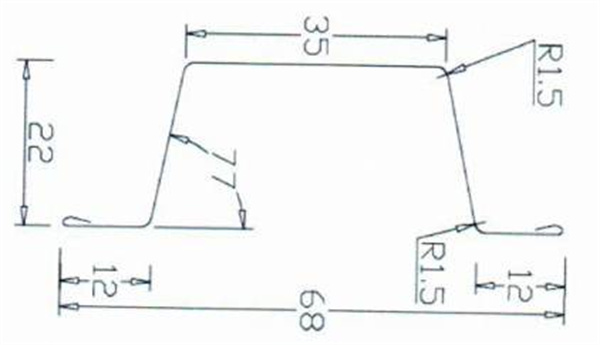
I. Чертёж профиля : (согласно подтверждению обеих сторон)
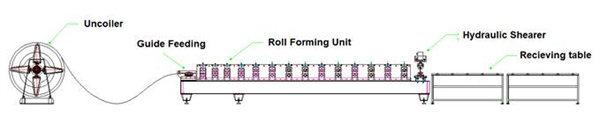
II. Технологический процесс :
Разматывание -----> Направляющая Подача -----> Профилирование-----> Гидравлические ножницы -----> Приёмный стол.
III. Основной Данные Компонетов:
1) Материал: Оцинкованная плита
2) Диапазон Толщины Материала: 0,3-1,0мм
3) Точность Резки Продукции: ≤±2мм
4) Занимаемая Площадь Станка: около 12м x 2м x 3м (Д x Ш x В)
5) Напряжение : 380В, 50Гц, 3 фазы
IV. Детали Компонентов Станка:
| № | Наименование | Технические данные | Кол-во |
| 1 | Форма-T ручной разматыватель | 1. Толщина материала: 0,1-2мм 2. Ширина материала: 20-350мм 3. Hоминальная грузоподъемность: 1 т [Макс. грузоподъемность 1,5 т] 4. Внутренний диаметр рулона: 508мм Внешний диаметр рулона: 1,350мм 5. Способ расширения: ручное расширение | 1 шт. |
| 2 | Профилегибочная линия | 1. Главный вал: Φ50 мм, 40Cr, привод нижнего вала 2. Кол-во роликового пути : 14 шт. Рама: направляющая стойка и тип пластины 3. Скорость прокатки: 0-70 м/мин 4. Двигатель: 11 кВт, 4 ступени, 1 шт. 5. Трансмиссия: червячный редуктор | 1 шт. |
| 3 | Ножницы | 1. Способы резки :гидравлические ножницы 2. Метод управления: сервопривод , длина числового управления | 1 шт. |
| 4 | Компьютерная система управления | 1. Преобразователь частоты 2. ПЛК: 3. Кодировщик: 4. Сенсорный экран | 1 шт. |
1. Ручной разматыватель:
1) Номинальный вес загрузки : 1 т
2) Внутренний диаметр рулона : 350 - 510мм.
3) Внешний диаметр рулона : 1,350мм.
4) Макс. Ширина рулона : 350мм.
5) Рама: стальная пластина и сварной профиль из стали.
6) Функция: загружать и разматывать рулон, расширение винтовой штангой..

2. Профилегибочный станок:
1) Скорость формирования валков : 0-70м/мин (включая скорость резки)
2) Число роликовых пути : 14 шт.
3) Диаметр валка : Φ50 мм
4) Материал валка : Cr 12, вакуумная термообработка HRC 58-62, срок службы до 2,000,000м
5) Материал валка : 40Cr
6) Главный двигатель: двигатель мощностью 11 кВт (4 ступени), 1 шт.
7) Трансмиссия: червячный редуктор
3. Гидравлический Ножницы::
Резка с помощью гидравлической системы, установленной за профилегибочным станком. Можно установить длина числового управления с помощью поворотного энкодера и длину резки. Лезвие, изготовленное из высококачественного Cr12MoV, с надрезом без заусенцев и очень малой деформацией, может быть использовано 300,000 раз.

4. Разгрузочный стол:
1. Структура рольганга для приема материала: сварка углового железа, роликового типа (без мощности).
2. Спецификация приемного рольганга: 2000мм * 2 шт.

V. Состав конструкции оборудования:
Хост оборудования состоит из разматыватели, узла профилирования ((включая управляемую подачу, гидравлический режущий механизм), разгрузочной платформы, гидравлической системы, электронной системы управления и т.д.
Обработка деталей валков оборудования завершается обрабатывающим оборудованием, таким как токарные станки с ЧПУ, что эффективно гарантирует точность обработки деталей и компонентов, а также использует различное технологическое оборудование и испытательное оборудование для обеспечения точности сборки оборудования.
| Сырье | Тип | Оцинкованный лист |
| Толщина | 0,3-0,8мм | |
| Представление | Скорость | Макс. 30м/мин |
| Разматыватель | Тип | Гидравлический |
| Емкость | 3 т | |
| Основная машина | Главная Роликовая Станция | 16 |
| Основной привод | Гидравлический двигатель или серводвигатель | |
| Тип трансмиссии | Цепь | |
| Резка | Тип Резца | Гидравлический |
| Материал Резца | Cr12 |



